企业名称:江苏凯重钢管机械有限公司
联系人:卢经理
手机:13336683488
手机:18705232699
邮箱:jskaizhongjx@qq.com
传真:0517-83770877
网址: www.jskzggjx.com
地址:淮安市淮阴区飞耀北路1号

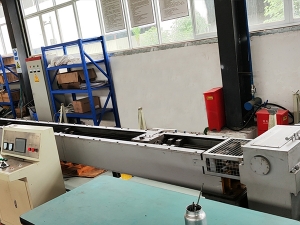
产品名称:多辊冷轧管机(LD)系列
产品说明:
如图所示:由主电机传动,经减速机、曲柄连杆机构带动摇杆系统(OABCD)进行摇摆运动,这样上下连杆就带动机头套筒和轧辊保持架沿轧制线作有规律的往复直线运动,他们往复直线行程的差值就是轧制行程。往复运动的一个周期内,轧辊3在滑道4上进行滚动、三个轧辊形成的孔型由滑道曲线规定完成“大--小--大”的一次变化。孔型较大时,轧辊不与管坯2接触,此时管坯转动一个规定的角度(回转角)、 并由送进机构往前推进一个规定的尺寸(送进量),此后,孔型逐渐变小,至孔型较小时,完成成品管壁厚、 内外径尺寸的定形。这样的周期不断完成,就实现了对管坯的压延。

序号 No. | 项目 Description | 单位 Unit | 冷轧管机型号 Tube Cold Rolling Machine Model | |
| LD-120 | ||||
| 1 | 管坯尺寸 Hollow size | 外径 O.D. | mm | ф90-160 |
壁厚 W.T. | mm | 2.5~9 | ||
长度 Length | m | ≤5 | ||
| 2 | 成品管尺寸 Tube size | 外径 O.D. | mm | ф80-150 |
壁厚 W.T. | mm | ≤8 | ||
长度 Length | m | ≤7.5 | ||
| 3 | 轧制时延伸系数 Max. elongation ratio of rolling | 视材料而定 | ||
| 4 | 主机架双行程次数 Stroke rate of roller carriage | 次/分 str./min. | 40~70 | |
| 5 | 主机架行程长度 Stroke length of roller carriage | mm | 752.46 | |
| 6 | 管坯送进量 Length of hollow feed | mm | 1~8 | |
| 7 | 管坯回转角度 Rotating angle of hollow during feed | 度 Deg. | 42~57 | |
| 8 | 回转送进方式 Rotate-and-feed mechanism | 光电 | ||
| 9 | 上料、出料方式 Method of loading/unloading | 机械 | ||
| 10 | 轧辊辊数 Number of rollers | 5 | ||
| 11 | 轧制中心高 Center height of hollow | mm | 850 | |
| 12 | 主电机功率 Power of main motor | KW | 125 | |

 在线咨询
在线咨询